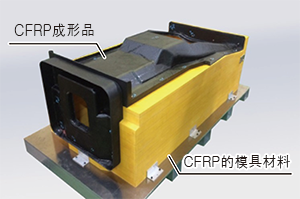
CFRP
用於CFRP的模具材料
使用熱固性樹脂成型為碳纖維強化聚合物複合材(CFRP)時,所使用的模具材料需能夠承受高壓爐的熱壓成型。 JIC用於CFRP的模具材料具有下列特徵以滿足用戶需求:
- 可以承受高壓爐的加熱。
- 由於其精細材質,它具有良好的加工性,可製造形狀複雜的CFRP產品。
- 非極硬材質,不易破裂。
- 最大尺寸:t50×1020×3080 [mm],可以預先切割所需尺寸。
■規格性能(室溫)
物理性質 |
測試標準等 |
單位 |
標準值 |
堆積密度 |
JIS A 5430 |
g/cm3 |
0.5 以上 0.6 未満 |
含水率 |
JIS A 5430 |
% |
5 以下 |
層間強度 |
JIS A 5538 |
N/mm2 |
0.5 以上 |
■規格性能 (註 1)
物理性質 |
測試標準等 |
單位 |
標準值 |
耐熱溫度 |
- |
℃ |
130 |
熱膨脹係數 |
長度方向 |
(註 2) |
(1/K)×10-6 |
5.4 - 6.0 |
抗壓強度 |
JIS A 9510 |
N/mm2 |
4.4 - 4.9 |
彎曲強度 |
JIS A 5430 |
N/mm2 |
9.6 - 10.6 |

▲ 使用上述CFRP成型品的賽車
(註 1) 測試方法除了包括符合所述的標準方法外,也包括類似於測試標準的方法以及使用測試標準的測試方法。
(註 2) 使用熱機械分析儀器(TMA-8310),加熱(2°C / min),保持(130°C-3h)和冷卻(2°C /分,至50°C)重複進行3次循環。
■使用CFRP模具材製作CFRP成型體的過程示例
模具製作
1. 模具層壓板的製作
層壓和黏合CFRP模具材料(標準厚度50mm)製作成大型的層壓板(矩形平行六面體)。
2. 模具材料的成型
用5軸成型機切割加工製成模具。依需求調整研磨成形。
3. 模具的表面處理
將浸漬型的塗覆劑塗至模具表面。
依需求進行拋光調整表面。
→→→模具完成
CFRP成品製成
4. 貼上預浸料
將脫模劑塗至模具表面後,將預浸料(含有碳纖維的樹脂片)貼至模具上。
5. 高壓爐加熱
將已貼好預浸料的模具放進高壓爐加熱使預浸料固化。
6. 脫模
從模具中取出CFRP成行品(固化的預浸料)。
→CFRP成品完成



